浅析智能阀门定位器在化工装置的应用
|
摘要:
关键词:智能阀门定位器 压电阀 调校 调节阀是控制系统的终端,一旦其发生故障,将直接影响装置的安全运行,对生产过程影响非常大。运用智能阀门定位器,能够改善调节阀的流量特性和性能,可以通过与DCS或总线设备进行数字信息通讯,提升企业生产控制能力,为装置的安全稳定生产提供保障。下面以美国FLOWSERVE公司生产的Logix520智能阀门定位器的应用为例,介绍智能阀门定位器。
1. 常规定位器存在的不足
1) 常规定位器多为机械力平衡原理,它采用喷嘴挡板机构,可动件较多,容易受温度波动、外界振动等干扰的影响,耐环境性差;弹簧的弹性系数在恶劣环境下能发生改变,会造成调节阀非线性,导致控制质量下降;外界振动传到力平衡机构,易造成部件磨损以及零点和行程漂移,也使定位器难以工作; 2) 由于喷嘴本身的特性,执行器在稳定状态时也要大量消耗压缩空气,若使用执行器数量较多,能耗较大;而且喷咀本身是一个潜在故障源,易被灰尘或污物颗粒堵住,使定位器不能正常工作; 3) 常规定位器手动调校时需要使用专用设备、不隔离控制回路是不可能的,且零点和行程的调整互相影响,须反复整定,费时费力,非线性严重时,则更难调整。
2.Logix520智能阀门定位器的组成和原理
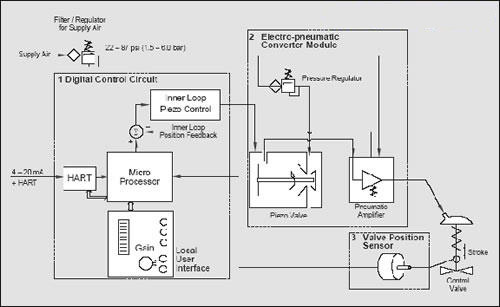
2.1 Logix520智能阀门定位器的组成 Logix520智能阀门定位器是一种具有HART通信协议的智能阀门定位器,由三部分组成:微处理器电子控制的模件,包括HART通信模块和就地用户界面开关;电/气动转换器模件的压电阀;阀位传感器。 2.2 Logix520智能阀门定位器的工作原理 整个控制回路由两线、4~20mA信号控制。HART模件送出和接收叠加在4~20mA信号上的数字信息,实现与微处理器的双向数字通信。模拟量的4~20mA信号传给微处理器,与阀位传感器的反馈进行比较,微处理器根据偏差的大小和方向进行控制计算(一级控制),向压电阀发出电控指令使其进行开、闭动作。压电阀依据控制指令脉冲的宽度对应于气动放大器输出压力的增量,同时气动放大器的输出又被反馈给内控制回路,再次与微处理器的运算结果进行比较运算(二级控制),通过两级控制输出信号到执行机构,执行机构内空气压力的变化控制着阀门行程。当控制偏差很大时,压电阀发出宽幅脉冲信号,使定位器输出一个连续信号,大幅度的改变至执行机构的信号压力驱动阀门快速动作;随着阀门接近要求的位置,命令要求的位置与测得位置的差值变小,压电阀输出一个较小脉宽的脉冲信号,断续、小幅度的改变至执行机构的信号压力,使执行机构接近新命令位置的动作平缓。当阀门到达要求的位置(进入死区)时,压电阀无脉冲输出,定位器输出保持为零,使阀门稳定在某一位置不动。
3.Logix520智能定位器的调校 通过就地用户界面DIP设置开关,可完成定位器的增益、正反作用、定位器特性以及是否允许自动调校等基本设置;在不增加工具的条件下,能够进行自动或手动校准定位器;并且可以通过就地用户界面手动控制按钮,实现手动控制调节阀。
3.1自动调校 将“Quick_cal”DIP开关置于“自动”,按住定位器就地界面板上的“Quick_cal”按钮约三秒钟,定位器会全关阀门并登记0%位置,然后,打开阀门到停并登记100%位置,反复进行两遍,在这一过程中,定位器要测量两个方向的定位速度,以确定最小的定位增量(第二遍过程中在50%略停检测阀位中点偏移),其间面板上状态指示灯会按“Y-R-G-G”的顺序闪亮,表明校准正在进行中。当指示灯回到从绿灯开始的变化顺序时,校准自动完成。 3.2手动调校 将“Quick_cal”DIP开关置于“慢进”,校准过程会在一开始时关闭阀门,零点位置自动定在阀座处,量程则需用户手动设定;当面板上状态指示灯按“Y-R-R-G”顺序闪亮,使用“慢进↑”按钮,手动把阀门调到约100%位置,然后同时按两个“慢进”按钮,阀门会进行开关行程,当面板上状态指示灯再次按“Y-R-R-G”顺序闪亮时,使用“慢进↑”按钮,再次调节阀门到精确的100%,然后再次同时按两个“慢进”按钮,登记100%位置,在之后完成校准的过程中,再不需要操作。当指示灯回到从绿灯开始的顺序时,完成校准。 这个功能使调校工作方便快捷,而且调校的线性好,精度高,响应速度和死区适中,稳定性好。
4. Logix520阀门定位器的其他特点 1) 就地面板装有红黄绿三个发光二极管,通过多种组合指示操作状态或警告工况,具有诊断、监测功能;三个LCD闪亮顺序组合所表示的基本含义:任何以绿色开始的闪亮顺序,表明处于正常操作模式,没有内部问题、错误和报警;任何以黄灯开始的闪亮顺序,表明是在特殊校验或测试状态;任何以红灯开始的闪亮顺序,表明存在操作问题或故障。 2) 耗气量非常小,在0.6 MPa稳定状态下,仅为0.12NM3/h,不足常规定位器的8 %;对气源压力的变化不敏感; 3) 采用同一型号既可用于直行程又可用于角行程;通过选配双作用模件,可以实现控制双作用活塞缸执行器; 4) “紧闭”功能默认设置起始风压,确保执行机构对阀座适宜的定位压力,使调节阀在不同工况下保证零位“紧密关闭”; 5) 使用HART通讯协议,与定位器进行双向通信;
5.在实际使用中应该注意的问题 5.1 对调节信号的带负载能力有较高的要求 在实际使用过程中,由于Logix520定位器的输入阻抗较高,当输入信号为20mA时,供电电压的最小要求值为12VDC、带负荷能力不小于600Ω,否则定位器不能正常工作;最小输入电流不小于3.6mA时,才能确保其性能。 5.2 应合理设置定位器的动作死区 定位器死区设置越小,定位精度越高,这就给人们造成一个误区,以为死区越小越好,但这样会使压电阀及反馈杆等运动部件的动作越频繁,有时会引起阀门振荡,影响定位器和阀门的使用寿命,故定位器的死区设置不易过小;定位器设置更改后,必须重新调校后才能生效; 5.3 Logix520定位器的安装 定位器的安装有一个重要原则就是,定位器、阀杆、反馈杆三部分要构成闭环负反馈。安装时可以这样检验:定位器安装后,阀杆和反馈杆不连接,用手转动反馈杆,若阀杆动作方向与反馈杆动作方向相反,则说明已构成闭环负反馈;此时要将调节阀阀位置于50%,并使反馈杆处于水平位置,然后将反馈杆和阀杆固定,这样可以保证定位器工作在最佳线性段。定位器安装不平正,也会增加其线性偏差。 5.4 Logix520定位器流量特性的选择 调节阀的流量特性是由阀芯的加工特性所决定的,如果工艺要求与其相符,则定位器的输出特性应选择线性输出;在实际使用中,若阀芯特性与工艺要求不符,则可以通过定位器输出特性的设置来改变阀门的整体流量特性,如可以将阀芯为线性特性的调节阀,通过把定位器输出特性设置为等百分比特性,即可将具有线性阀芯的阀门变为等百分比流量特性的阀门来使用。 5.5 Logix520定位器的维修 定位器不同的功能模块损坏,造成定位器无法使用时,如果整体更换,费用高昂;这时可以利用无故障的模块对定位器进行重新组装,但组装后要根据不同的调节阀进行重新设置,由于使用定位器的调节阀(行程等)变了,利用自动调校可能达不到使用要求,这时可以先手动调校确定其行程,然后再用自动调校校准。这样可以使调节阀定位精准、具有合适的响应速度,从而满足过程控制的要求,也节约了大量的资金。
6. Logix520阀门定位器在某厂的实际应用 1)某甲醇装置C-203A/B/C氧压机组震动剧烈,其回流管线上的PCV-2008A/B/C调节阀,使用常规定位器,喷嘴挡板不久即出现磨损,零点量程时有漂移,定位器频繁损坏,过程控制质量极差、危及安全生产;采用Logix520定位器后,由于其全密封结构,可动部件很少,力转换过程没有机械传动,消除了振动产生的干扰,使这个问题随之化解,大大降低了维护量、节约了资金,保证了过程控制质量和装置安全运行。 2)某装置气化炉废锅液位LCV-2003A/B调节阀,改造前使用常规定位器,安装在气化炉附近,工作环境温度较高(80℃左右),介质状态为高温高压(304℃、8MPa),为防止介质泄漏,将填料压得较紧,导致阀杆动作迟滞缓慢,阀位产生阶跃变化,稳定性较差,对过程控制影响较大。而且操作难度大,仪表维护量多;采用Logix520定位器后,定位器通过两级控制,加之与主控气路连在一起的压电阀可以释放很短的控制脉冲,使输出至膜头的信号更精确、更稳定,阀位的变化平稳精准;还可将定位器就地界面上的“valve stability”DIP开关拨到“Hi Friction”和“Lo Friction”选项中的“Hi Friction”端,用以消减阀杆承受的高摩擦力和不平衡力造成的影响,基本消除了上述问题。 3)2005年4月,仪表维护人员巡检至某装置加氢反应器液面调节阀LV-1501B时,发现Logix520阀门定位器的状态指示灯显示为“R-Y-Y-Y”,由此判断并检查出调节阀膜头漏气,及时进行了处理,避免了因调节阀动作失灵危及装置安全生产;同样还是维护人员巡检时发现TV-0706B调节阀的Logix520阀门定位器状态指示灯显示“R-Y-Y-R”,由此检查出减压阀输出变小,调节阀供气压力不足,无法满足行程要求。维护人员检查后发现减压阀损坏,及时更换了减压阀并按额定要求恢复气源压力,避免了操作过程中因调节不到位而影响过程控制和产品质量。
7.结束语 由于采用微处理器和新型元件,智能定位器的性能有了很大的提高,适用范围更广,使用更加简便、可靠。 |