


V80系列PLC在印刷机控制系统中的应用
1、引言
印刷机是一个精度较高的机械,印刷品的好坏一方面取决于机械加工以及安装精度,另一方面取决于水路,墨路的平衡以及合压的准确性。为使印刷出来的产品性能稳定,采用了以V80系列PLC为主控器的控制方案。
2、系统结构
V80系列PLC是一款通用型高性价比的小型可编程控制器,采用32位高性能CPU芯片和高速逻辑解析ASIC芯片, 程序扫描速度快,每条基本指令仅需0.2ms,I/O控制点数多达256点,用户存储空间大,性能稳定可靠。
由于双色印刷机的输入,输出点较多,因此采用了双机通讯。上位机采用V80系列产品M40DR+E16D+E4DA2,主要负责主传动的控制,各机组离合压的控制,以及气泵,气阀的控制等。下位机采用V80系列产品M40DR+E8AD2,主要负责水辊电机的控制,主传动的调速输出,调版电机数据采集等。同时选用了一台eView触摸屏,主要负责水辊电机速度显示,调版显示,以及整机故障显示等。
系统结构如图1所示:
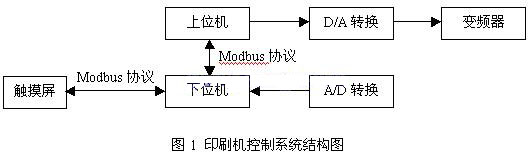
其中,上位机与下位机采用了RS485通讯,通讯协议采用Modbus协议。在设计中,每个机组既要考虑到安全控制,包括本位机组的急停,安全按钮;还要考虑方便操作,包括每个机组均应有正点,反点按钮。这样就造成一方面输入点增加很多;另一方面,走线也很不方便。因此,采用双机通讯,可以很好地解决此问题。
双色机的每一色组,都有水路和墨路装置。为了便于水辊速度的调节,每根水辊都用一个变频器控制,同时,主电机速度也需要变频器调节。因此,为了实现多路速度调节,采用了V80-E4DA2模拟量输出模块,它将PLC方给出的数字量,根据相应的算法,转换成0~10V直流电压输出,很好地实现了多路速度调节要求。
对多色机来说,调版是一个比较繁琐的过程,各组版对正的精度会对印品产生很大的影响。如果套印不准,印刷品就会出现字面重叠或影像不清。一般来说,印版轴向调节范围为-2mm~+2mm,周向调节范围为-1mm~+1mm。如果使用手动调版,会浪费很多时间,而且精度不高。为了实现自动打版,在版辊上安装了电位器,通过电位器将模拟量传送给V80-E8AD2,经过PLC处理,可将版辊的转动精度很好地控制在打版范围内。
通过触摸屏,用户可以自由地组合文字,按钮,图形,数字等来处理或监控管理随时可能变化的信息,能明确指示并告知操作员机器设备目前的状况,使操作变得简单生动。使用触摸屏,还可以使机器配线标准化,简单化,同时也能减少PLC控制所需的I/O点数,降低生产成本,也相对提高整套设备的附加价值。
3、系统设计
3.1 给纸设计
印刷机整体的电气设计对时间的要求严格,在机器的很多地方装有接近开关,用来检测不同的时间点。在印刷过程中,走纸的好坏是影响机器质量的一个重要环节。所谓纸走的好坏,指的是无歪张,双张等现象,如果有歪张,双张现象,在高速情况下,就会将走坏的纸,卷入机器内,从而破坏胶皮,给用户带来很大损失。
给纸过程的流程,如图2所示:

按照上述流程编制的程序,在速度增高至7000r/h 后,会出现歪张锁不住现象,主要是因为光头反应时间和磁铁动作时间滞后造成。为了让电磁铁输出提前,采用中断编程指令的输入输出刷新指令,使电磁铁输出立即执行,提前了电磁铁动作时间,即使在12000r/h 的速度下,也能很好的锁住有故障的纸张。
3.2 离合压设计
离合压的准确性,对印品质量的好坏有着直接的影响。合压过早,会弄脏压印辊筒,给操作带来很多不便;离压过早,会使最后一张纸印不上完整的图案,造成纸张浪费。
印刷时,版辊筒与胶皮辊筒先合压,胶皮辊筒与压印辊筒后合压。由于印刷速度是多段速,在3000~12000r/h之间,根据用户需要可选择不同的速度。但是,由于合压采用了气动装置,每个气缸都有一个动作时间,齿轮转过角度是一定的,因此,机器速度不同时,合压时间也不同。为了解决此问题,根据理论计算值,找出对于不同机器速度时,机器的延时时间。采用比较指令,当机器段速与理论值相等时,延时相应的时间,使压印辊筒与胶皮辊筒准确合压。