


阳冈变频器在造纸机传动控制系统的应用
一 系统概述
在造纸机生产线的多传动系统中,纸浆经网部脱水成形,湿纸通过压榨部压缩均匀。进入前烘干部烘干后,对纸张施胶、涂布处理,再进入后烘干部烘干。然后由压光机把纸张压光,最后通过卷纸机卷成母纸卷 (如图:纸机传动图)。各分部传送着生产过程中的纸张,为保证纸张连续生产,必须以速度控制为基础,某些分部结合工艺要求,必须进行负荷配比控制。

二 系统配置
在控制系统中,采用S7 - 200 系列PLC运用RS485通过通讯控制不同分部的TOPVERT-G1控制电机,从而达到纸机传动的速度控制,操作时采用操作台控制按钮操作,
具体配置如下:
CPU226
DI 模块
DO 模块
总线连接器
屏闭双绞线
TOPVERT-G1变频器
进线电抗器
三 速度控制
不同纸机、同一纸机生产不同纸种,在速度控制要求上,有不同的要求。但纸机对电气传动控制统一要求为稳速、变速,对一般纸机在速度控制时,只需达到此要求即可。本控制系统中,由于TOPVERT-G1给定由S7-226通讯传输实现,改变传输值就可以达到变速要求。由于所控制的纸机生产纸种对稳速精度要求不高,所以开环系统控制可达到纸机正常运行、生产的要求。
四 负荷配比控制
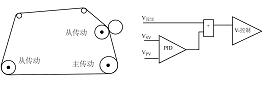
在压榨中,多个传动共处于同一毛部圈路内 (如图: 负荷配比控制),这几个传动要求负荷进行比例分配,即负荷配比控制。主传动采用基本的速度控制方式,从传动采用负荷配比控制。在控制中,运用TOPVERT-G1的PID 调
节器,把主传动的电流实际值作为给定值 (Vsv),从传动的电流实际值作为反馈值 (Vpv),经PID 调节后生成的值,作为附加给定叠加到速度给定通道 (如图: 负荷配比控制)。
五 控制系统
1. 控制系统简单且经济: 在系统中采用S7-200PLC自由通讯口方式通讯,且在TOPVERT-G1上具有RS485接口,从而可以方便实现变频器给定的数字化控制。在控制系统要求不高的场合,本系统简单而经济,不仅PLC程序简便,而且硬件上无需添加通讯接口。
2. 进线电抗器保护变频器: 由于实际工作现场的复杂环境,往往会导致电网的波动,产生高次谐波。进线电抗器避免了这些因素对变频器的影响,保护了变频器。
六 结论
本系统控制的纸机,对控制精度要求不高,故系统可使纸机正常连续的运转。如在要求较高,特别是高速薄页纸机,控制可系统应采用由于本控制系统采用的TOPVERT-G1实现速度闭环控制。